Uniforms and Gear in depth: Color Primer
Date Written: April 2008
Date Published: March 2009
Authors: Chris Guska and Sean Foster
Advisor: Raymond Meldrum, President A.P. Co
Foreward:
This article is part of a series addressing webbing, canvas, hardware and color. These articles were designed to give re-enactors a basic understanding of the various industry terms and processes so that they may use them when researching and conducting analysis pertaining to the hobby.
Color:
This is one of the most important aspects to re-enactors, who often use proper terminology to describe it, but fail to understand the processes and difficulties in production.
Let’s define some color terms before we proceed-
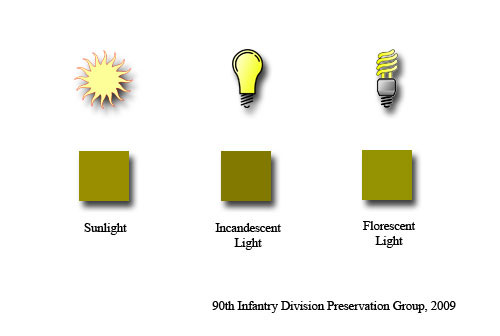
Color - The wavelength of light which is reflected by an object that enters the eye and is processed by the brain. Color perception is influenced by:
1.) The light source used to observe the object
2.) The content of the object
3.) The obeserver’s ability to see color
Cast (Hue) – Quality of the color that is identified by a color name, such as red, blue, yellow, orange
Depth (Value) – The grey factor of a color, the lightness or darkness of a color
Saturation (Chroma) – The property of a color that makes it appear strongly colored. Strength of the color, usually referred to as saturation. Intensity level of a color, amout of color absorbed by the fabric.
Brightness – The degree to which a color sample appears to reflect light.
Flare – When a single color sample looks different under two different light sources
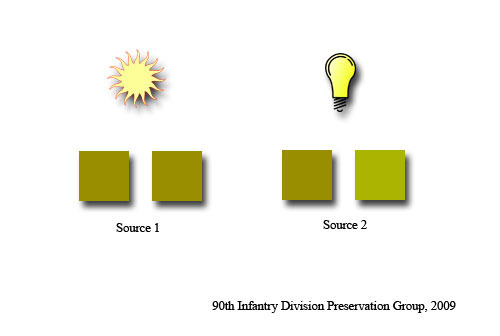
Metamerism – When two objects that appear to have the same color under one light source appear to be different colors under a second light source.
Simply based off of those industry standard definitions – it’s obvious that color can be very subjective as it is built on perceptions and light sources.
Dyeing Fabrics:
To further complicate things, even in our modern age of computer controlled machinery, fabric color is still subject to variations. When fabric is dyed in bulk lots at mills, it is allowed to fall within a shade range, or tolerance, to be accepted for cutting and assembly. Clothes and equipment now face some of the same problems that were faced in the war years but just to a lesser degree. Lighter shades have always been significantly more difficult to consistently dye than darker shades and persist to achieve 100% consistency.
There are two basic ways of dying fabric.
1.) Dye the yarn that the fabric is woven from
2.) Dye the fabric after it is woven
When dyeing (finished fabric) is done as a batch process, the consistency is easier to control but you lose out economically. The other option is to dye the fabric as it runs through a dye bath. This is most likely how it was done in WWII, as it has been a standard industry process since then. The problem with continuous dyeing is that as the fabric moves through the process, the dye molecules in the dye bath become depleted. This means you have to add more dye every so often to replace it in the solution resulting in dimished consistency in color in the process. If you run a long bolt of fabric through a dye bath, the fabric at the end of the roll has less dye available to be absorbed than the fabric at the beginning of the roll (unless more dye is added, that is).
Also consider that matching the shade of different weights of fabric is an issue as well. Thicker yarns and heavier fabrics (like webbing) absorb dye differently than thin fabrics made of lightweight yarns (like M41 field jacket shell fabric).
Olive Drab
In WWII, fabric might be woven first, then dyed - or - woven from pre-dyed yarns.
Olive Drab Shade #3 was and still is a difficult color to consistently dye to the exact same shade. Dying is complicated by variations in the cotton, material preparation, finish type, humidity and the dye itself. If the red or yellow concentrations in the mix are slightly off, it could result in a color shift of half a shade in either direction.
Olive Drab Shade #7, being a darker shade is easier to consistently dye than OD#3. The US Army realized this early in the war, and began to allow production of webbing and canvas products dyed in OD#7. The first products to see widespread use of OD#7 webbing and canvas were vehicle tops and accessories. The specifications for OD#7 flowed back down into field gear, as it was easier for production if everything was one color.
I have personally examined 1941 dated webgear, specifically wire cutter pouches in very dark OD #7 - as produced, not overdyed. Despite prevailing opinions amongst collectors and reenactors, OD #7 canvas and webbing was produced and utilized from 1941 onwards. There is no difinitive answer as to when the last piece of OD #3 field gear produced, nor is there any hard and fast rule to midwar years having produced "transitional" webbing. Remember - OD #7 gear was "high speed" back then, the newest, latest and greatest, resulting in most GI's not wanting any of that "old khaki shit". For an article on general trends with OD#7 field gear in use in the ETO, take time to read Sean Foster's "To wear Khaki or not to wear Khaki"
Rollin Curtis has an excellent article on “What is Khaki” that will go into further detail that I have not covered. Hopefully you will find this article a compliment to Rollin’s presentation.